








A propos de l'anodisation de l'aluminium
Page 1 sur 2 • 1, 2 
A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 11:09
En recherchant des informations sur les technique de brunissage à chaud, je suis arrivée sur Corsicarms, car s'il y a un domaine ou il peut y avoir des Gourou de cette technique, c'est bien celui des armes !
Me voici donc en train de parcourir le forum technique et je tombe sur 2 articles, certes anciens, mais qui mon fait réagir, car ils traitent de mon cœur de métier : l'anodisation sulfurique de l'aluminium.
Vous avez certainement lu plein de choses sur le procédé d'anodisation sulfurique de l'aluminium. Ici, je vais faire un résumé de ce qui est vrai, faux et important. Si cela vous intéresse, je me ferais un plaisir de vous poster un tutoriel et vous verrez que ce n'est pas, mais alors pas du tous ce que l'on crois et que 90% des tutoriels du net sont des âneries, voir des âneries dangereuses. Si je me permet d'affirmer cela, c'est que j'ai travaillé comme technicienne dans le domaine pendant pas mal d'années avant de rentrer en Corse.
Déjà, tordons le cou à quelques légendes urbaines, dont la source est souvent une recopie « interprétée » de tutoriels...
“L'anodisation de l'aluminium est très compliquée !” NON : Mais le web est fidèle à lui-même... ! Tellement d’âneries ont été dites, que la confusion est la norme.
“L'anodisation de l'aluminium est dangereuse !” NON : Pas plus que de décaper de la peinture ou de travailler avec de l'eau de javel !
Évidemment, si vous faites n'importe quoi, vous allez au devant d'ennuis ! Faite de la moto sans casque, de l'ULM par temps d'orage ou nettoyez une arme chargée et vous aurez aussi un jour ou l'autre des problèmes... Mais avec quelques règles simples, vous pourrez travailler sans risque.
L'anodisation c'est quoi ?
L'anodisation sulfurique de l'aluminium consiste à oxyder la surface de la pièce d'une manière maîtrisée. Cette oxydation, va produire une couche protectrice sur la pièce, très dure, poreuse et généralement transparente. Je précise « généralement », car avec certains alliages (le 5083 en est un exemple marquant), la couche est grisâtre.
Il faut s'imaginer cette couche comme un nid d'abeilles : En gris foncé, la pièce, en gris clair, la couche anodique.

Suivant les paramètres du procédé, température, courant, tension,... il est possible (facile même...) de contrôler l'épaisseur de la couche et le diamètre des tubes ! Il est donc possible d'obtenir des tubes très fins, qui vont produire une couche très dure et résistante, mais assez difficile à colorer. A l'inverse, il est possible de produire une couche avec des tubes de gros diamètre, faciles à colorer, mais moins résistants. Entre les deux, tout est possible !
Bon, n'oublions pas qu'il faut remettre les notions de « gros » et « fin » dans leur contexte : On parle en nanomètre... 1 millimètre = 1000000 nanomètres !
A quoi ça sert ? Simplement à ne pas traiter de la même manière un piston qui aura des contraintes mécaniques et un bijou à qui on demandera surtout des qualités esthétiques... Vous pensez que c'est un choix réservé aux industriels ? Pas du tout ! L'amateur peut très bien choisir l'un ou l'autre, ou encore de faire un compromis entre les deux !
A ce stade, vous allez comprendre facilement une notion hyper importante : Regardez bien les tubes sur la photo ci dessous... Rien ne vous choque ? Ils sont tous strictement organisés parfaitement perpendiculaires à la surface ! Maintenant, imaginez ce qui va se passer sur un angle vif :
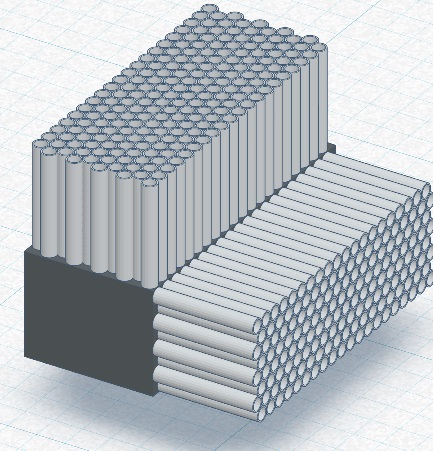
Les tubes vont s'orienter perpendiculairement à l'angle et donc être moins serrés sur la zone abrute...
C'est la première notion très importante avant d'anodiser : Sur les angles vifs, la couche anodique sera fine et fragile. Pensez donc toujours à casser les angles. Toujours pareil, on est dans un monde nanométrique ! Un très léger arrondi de l'ordre du 1/10ème de mm sera « vu » par un observateur « nanométrique » comme la courbure de la terre !
Anodiser, à quoi ça sert ???
A colorer « dans la masse » une pièce en aluminium, ce qui sera bien plus esthétique et résistant qu'avec de la peinture. A donner à l'aluminium une énorme résistance à la corrosion. A rendre l'aluminium électriquement isolant (plus de couple galvanique-->Nautisme ;-) ). A durcir très fortement sa surface... Et très fortement, c'est pas un peut ! La résistance à l'abrasion de la couche anodique est par exemple bien supérieur à celle du titane ou de l'inox... La couche anodique a aussi une résistance à la chaleur importante avec un point de fusion à 2000 ° ! Elle agit aussi comme barrière thermique, car elle conduit très mal la chaleur.
Certaines applications sont très pointues, comme celles de ce client, préparateur de motos de compétition :
Traitement de pipes d'admission avec couche anodique de 40µ, anodisation chaude non colorée, non colmatée ! Pourquoi ? Le client m'avait expliqué que l'admission des gaz était bien plus performante avec une surface poreuse qu'avec une surface polie ! Ce même client m'avait demandé de traiter des arbres avec les mêmes contraintes pour « retenir un micro film d'huile » entre l'arbre et son palier...
L'anodisation est un traitement qui a une caractéristique unique : ce n'est pas un « emballage » de la matière comme la peinture, le chromage ou le nickelage, c'est une conversion du métal en surface avec des caractéristiques d’accroche et de résistance sans commune mesure avec ces autres traitements, grâce au lien naturel entre l’aluminium et sa couche anodique. Aucun traitement ne supplante l'anodisation de l'aluminium en qualité, qui est même loin devant toutes les autres techniques.
Mais surtout, faire soi-même son anodisation, permet d'avoir un objet, un équipement, une pièce unique ! Et dans notre monde où tout est standardisé, c'est déjà beaucoup ;-)
Qu'est ce que ça coûte ???
Le prix est dépendant de la taille des pièces : Petites pièces = petit bain = pas cher ; Grosses pièces = gros bain = plus cher !
Prenons 1 exemple parlant :
Vous voulez anodiser les composants d'une arme de poing :
Suivant votre capacité à récupérer (car beaucoup de composants sont dans votre cuisine, votre atelier,...), il vous faudra de 70 à 200 € pour disposer d'une petite ligne d'anodisation qui vous permettra de traiter une dizaine d'armes sans rien racheter.
Les bains d'anodisation sont « permanents », c'est à dire qu'une fois votre bain fait, vous pouvez faire beaucoup de pièces. Donc, 70/200€ peut paraître cher pour une pièce, mais très rentable pour celui qui fera une dizaines de pièces...
Mais, ce qui est peut-être le concept le plus méconnu et le plus intéressant, c'est que l'anodisation DIY permet de faire mieux que les professionnels les plus pointus... Il y a une raison très simple à ça que j'ai vécu pendant des années :
Vous travaillez pour les industriels de la mécanique, de la chaudronnerie, de l'usinage. Vous avez un bain de 1000 litres avec les supports et les traitement adaptés à la forme moyenne des pièces de vos clients, un process adapté pour une gamme d'alliages, l'anodisation dure ou « standard », vous avez des petites séries de pièces...
Là, un particulier débarque avec une ou deux pièces dans un alliage inconnu, pas adapté à vos supports, qui risque de tomber et de vous pourrir la vie quand il faudra aller la récupérer au fond du bain (ça arrive).
Vous ne pourrez pas facturer cela au juste prix, car si vous prenez en compte les contraintes, le client va vous traiter d’escroc ! S'il veut une couleur que vous n'utilisez pas couramment, il va vous falloir acheter 1 Kgr de colorant et monter un bain, pour une pièce à 50 €...
Bref, j'en reviens à mon affirmation : Vous ferez mieux qu'un pro du domaine, car vous pourrez traiter vos pièces avec le process idéal pour vos pièces et uniquement vos pièces (température, courant, couleur, « forme » et épaisseur de couche, couleur et colmatage)... Le pro en est tout à fait capable, mais lui, il est contraint par son business...
Et les alliages ? Il paraît que l'on ne peut pas anodiser tous les alliages ?
C'est vrai, certains alliages s'anodisent moins bien que d'autres. Le problème principal est la coloration, qui peut ne pas avoir le ton désiré car certains alliages n’ont pas une couche anodique transparente, mais colorée. Un rouge peut devenir violet, un jaune partir en vert,... Dans ce cas, 3 solutions : laisser en couleur naturelle, colorer en noir ou peindre la surface anodisée ! Oui, car sur une pièce anodisée non colmatée, l’accroche pour une peinture sera parfaite ! Ceci dit, ce genre de problème est prévisible, car l'anodiseur le verra grâce à la réaction de l'alliage sur certains bains.
Voilà, j'espère n'avoir pas été trop longue et que le sujet vous a intéressé. Si vous avez des questions, je suis à votre disposition.
Sylvie.A- private first class

- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Maousse Sam 20 Jan 2018 - 11:20
Il ne manque plus que les tutoriels DIY

Maousse- hors classe

- Nombre de messages : 4101
Age : 58
Localisation : Ile de France
Emploi : Intermittent du spectacle
Loisirs : tricot et dentelle
Date d'inscription : 23/09/2016
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 11:27
Maousse a écrit:Merci pour ces informations
Il ne manque plus que les tutoriels DIY
Bonjour,
Ok, je vais attendre un peu pour voir si ça intéresse plusieurs participants du forum, car c'est pas mal de travail ;-)
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Bardamu Sam 20 Jan 2018 - 11:35
Une découverte très intéressante, même si on n'a pas de projet de ce genre en tête. Ce qui est mon cas, mais ça peut donner des idées...

Bardamu- first lieutenant

- Nombre de messages : 492
Age : 63
Localisation : Au pas de tir
Date d'inscription : 07/01/2018
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 11:45
Bardamu a écrit:Merci pour ce message d'une clarté et d'une précision rares !
Une découverte très intéressante, même si on n'a pas de projet de ce genre en tête. Ce qui est mon cas, mais ça peut donner des idées...
Merci,
Je profite de ce message pour une petite remarque : La 1ère photo n'est pas de moi, mais prise sur un site... je mets toujours les crédits, mais là, je n'ai pas encore le droit de mettre de liens externes (il me faut attendre 7 jours).
J'éditerai mon message à ce moment pour rajouter le lien.
La 2ème image est un bricolage de ma part sur Tinkercad ;-)
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par cypilou Sam 20 Jan 2018 - 13:21
Puis ça fait plaisir de lire des sujets techniques aussi clair.
Sylvie, nous attendons la suite avec impatience.

cypilou- sergeant

- Nombre de messages : 125
Age : 36
Localisation : Sud
Date d'inscription : 25/03/2017
Re: A propos de l'anodisation de l'aluminium
par Maousse Sam 20 Jan 2018 - 13:46
Ils disaient savoir ce qu'ils faisaient, mais le résultat est juste utilisable.
De ce que j'ai compris, par mes lectures, c'est que :
- l'anodisation change les cotes des pièces, il faut en tenir compte lors de l'usinage.
- il y a trois phases, la pousse des tubes, leur coloration et leur fermeture
- le diamètre des tubes dépend de l'intensité du courant, leur hauteur, de la durée.
Maousse- hors classe
- Nombre de messages : 4101
Age : 58
Localisation : Ile de France
Emploi : Intermittent du spectacle
Loisirs : tricot et dentelle
Date d'inscription : 23/09/2016
Re: A propos de l'anodisation de l'aluminium
par SCOOT Sam 20 Jan 2018 - 15:43
J'étais dans l'outillage à l'époque.
J'ignore si la société existe toujours.
Les conditions de travail près des bains en plein été dans cet atelier n'étaient pas des plus sympas.

SCOOT- hors classe
- Nombre de messages : 10820
Age : 44
Localisation : SUD
Date d'inscription : 30/11/2015
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 16:00
Maousse a écrit:Pour l'anodisation grisâtre, j'ai pu en faire l'expérience avec des boutons pour un appareil, tourné par un copain, anodisé par un autre.
Ils disaient savoir ce qu'ils faisaient, mais le résultat est juste utilisable.
De ce que j'ai compris, par mes lectures, c'est que :
- l'anodisation change les cotes des pièces, il faut en tenir compte lors de l'usinage.
- il y a trois phases, la pousse des tubes, leur coloration et leur fermeture
- le diamètre des tubes dépend de l'intensité du courant, leur hauteur, de la durée.
Maousse,
Anodisation grisâtre : si c'est vraiment gris, certainement un alliage de la série 5000 (5083 ?). Il est très facile à anodiser, permet facilement une couche très épaisse, extrêmement protectrice, mais uniquement des colorations noires ou sur des tons foncés... Ceci dit, si c'est vraiment l'alliage auquel je pense, tes boutons peuvent rester 2 siècles dans de l'eau de mer sans broncher ;-) La série 5000 est un des alliages les plus cool à anodiser et je trouve que la coloration naturelle est très jolie :

Effectivement,l'anodisation change les cotes des pièces. Mais dans la pratique, même si je demande toujours à mes clients la tolérance des pièces, il est très rare que ce soit un problème : une anodisation très résistante dans les 30µ, modifiera la taille de la pièce de 6/100ème de mm en théorie. Enlevez à ça entre 2 et 3/100ème suite au décapage dans la pratique et on arrive à des tolérances qui ne vont intéresser que dans le cadre d’applications mécaniques très strictes !
C'est juste pour les 3 phases ;-)
En revanche, le diamètre des tubes ne dépend que d'une chose : la température du bain d'anodisation : Froid : Tubes fins ; Chaud : tubes larges.
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 16:08
SCOOT a écrit:Dans la fin des 90's j'ai eu l'occasion de croiser une dame qui bossait dans une boîte d'anodisation du côté de Sorgues (84)...le monde serait-il aussi petit?
J'étais dans l'outillage à l'époque.
J'ignore si la société existe toujours.
Les conditions de travail près des bains en plein été dans cet atelier n'étaient pas des plus sympas.
Scoot,
Désolée, mais je suis trop jeune !!! En 2000, je débutais dans la passivation de l'inox ;-) C'est vrai que l'industrie des traitements de surface est un métier "éprouvant"... Mais c'est devenu ma passion !
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Sam 20 Jan 2018 - 16:31
Il y a peut-être dans ce qui suis des notions qui vous paraîtront obscures. Ne vous en inquiétez pas ! Je vais faire du pas à pas en vous donnant toutes les explications, mais je ne peux pas traiter tous les sujets en une fois.
Je vais séparer ce qui suis en 2 parties :
La première, c'est si vous ne vous posez pas de questions, ce qui n'est pas indispensable ! Quand vous démarrez votre voiture, savoir comment ça marche ne vous pose pas de problème ? Ici, c'est pareil ! C'est la partie « Ce qu'il faut faire ! ».
Pour les autres (vous savez, cette catégorie de gens qui veut comprendre le pourquoi du comment...) c'est sous le titre « Pourquoi ? »
A chacun de choisir ;-)
Déjà, avant de parler de la technique, il faut une chose hyper importante, ne commencez pas sans ça ! :
Avez-vous une alimentation courant continu minimum 22V (30V est top) avec courant réglable (disons pour ce tuto 0 à 5A) ?
« Ce qu'il faut faire ! »
Vous n'en avez pas ? Pas d'anodisation ! Il faut en acheter une ! Ça vaut 50€ sur Amazon. Il est possible de ramener cela à disons 20€ si vous êtes bricoleur en détournant des composants dédiés à d'autres domaines, ce sera le sujet d'un autre tuto si ça vous intéresse... Après, pour 30€ de différence, ça vaut peut-être pas le coût de bricoler... Alors, c'est 50 €, OK, mais moi, je garantie 100% de réussite !
« Pourquoi ? »
Vous me direz, « Mais sur tous les tutos on parle de batteries et de chargeurs ??? »
Ok, on va commencer par voir pourquoi ça ne marche pas et pourquoi c'est extrêmement dangereux ! Croyez-moi, sans alimentation, vous n'arriverez à rien de correct ! D’ailleurs, je vais vous le démontrer :
La batterie de voiture, ça marche ou pas ?
Non, ça ne marche pas ! Et si par malheur vous faite un court-circuit, tout votre circuit va fondre avec de graves risques de brûlures et au pire, la batterie risque fort de vous éclater à la figure ! Ne jouez pas à ça !
La batterie de voiture et un chargeur, ça marche ou pas ?
Non, ça ne marche pas ! Pour la même raison que ci-dessus !!! Le fait de monter un chargeur aux bornes de la batterie ne l’empêchera pas en cas de court circuit de fondre le circuit et ou de vous exploser à la figure ! Ne jouez pas à ça !
Un chargeur de batterie de voiture, ça marche ou pas ?
Non, ça ne marche pas si vous voulez contrôler votre anodisation ! Pour anodiser, vous avez calculer la surface de votre pièce et grâce au tableur (je vous le posterai plus loin), vous avez obtenu un courant (en ampère) qui doit être appliqué sur la pièce à anodiser pendant un temps (par exemple 45 mn) pour obtenir une épaisseur en µ.
Hors, avec un chargeur de batterie de voiture vous allez avoir plusieurs problèmes :
1/ Comment vous réglez le courant ?
2/ La tension de 12 V est trop basse et si vous n'avez pas une tension assez élevée, vous n'obtiendrez pas le courant calculé !
3/ Souvent les chargeurs modernes sont “intelligents”... Il y a 9 chances sur 10 qu'ils refusent d'envoyer du courant dans le bain !
4/ Il est aussi possible que le courant soit trop haut et la vous n'allez pas anodiser, mais dissoudre votre pièce...
Ok, mais plein de tutoriels utilisent cette méthode ???
Oui, mais le résultat est très aléatoire ! Vous allez donc obtenir des couches plus fines (voir rien du tout...) que ce qui est prévu dans votre calcul. Vous pouvez avoir beaucoup de chance et être à 90, 80 ou 70% du résultat espéré, avoir moins de chance et être à 30 ou 40 % du résultat espéré, ou ne pas avoir du tout de chance et ne rien avoir...
En anodisant sans contrôle du courant et de la tension, on compte sur la résistivité du bain pour arriver à un résultat... Bonne chance ! Les valeurs seront différentes à chaque modification du bain ! Mettez en marche l'agitateur : le courant va varier ! Mettez en route le bulleur : le courant va varier ! La température augmente : le courant va varier ! Vous baissez la température : Le courant va varier ! Changez de pièce : Le courant va varier !...
Pire, car ça va vous induire en erreur : Vous faites une pièce, vous avez de la chance et ça marche... Enfin bon, disons que quand vous colorez votre pièce, vous arrivez à obtenir une couleur et de ce fait, vous en déduisez que ça marche ! Problème, vous n'avez peut être que 5µ alors que vous en attendiez 20 ! Vous passez à une autre pièce et là pas moyen de colorer... Vous pensez que le colorant est en cause... Pas du tout ! Vous n'avez simplement pas anodisé avec le bon courant...
Oui, mais moi, j'ai un chargeur avec le courant de sortie réglable !
Vous pouvez régler le courant de sortie ? Là, c'est déjà mieux, ça peut marcher... car un chargeur dont on peut régler le courant, ça s’appelle une alimentation DC ! Sous réserve que vous puissiez sortir au moins 22V ! Voici pourquoi :
Gardez à l'esprit une règle simple mais universelle : La tension en Volt vous permet de passer le courant en Ampère !
Voici une anodisation. Sur le graphique, vous pouvez voir la courbe de tension en Volt, la courbe d’intensité en Ampère et la courbe de température en °C. Je vous rassure, nul besoin de ça pour anodiser, c'est juste pour l'explication.
Admettons que votre alimentation n'est pas la capacité de monter assez haut en tension, il va se passer une chose très simple : vous n'arriverez pas à passer le courant calculé.
La preuve sur cette courbe. La tension a été volontairement bloquée à 12 V pour les besoins de l'expérience. Le calcul a donné un besoin de 0,4 A pour anodiser la pièce. A la mise en route, la tension monte directement à 12V.
Le courant lui ne monte qu'à 0,34 A. Nous sommes donc à ¾ du besoin en courant. Il faut attendre 33 mn pour que le courant atteigne 0,4 A ! A 38 mn, la tension baisse un peu car le courant est atteint. Mais, ceci est le résultat de la température qui a dépassé 20° à 36 mn... Donc, l'anodisation sera un échec (trop chaud)!

En résumé, il aurait fallu arrêter à 36 mn, mais la densité de courant n'aurait atteint la bonne valeur que pendant 3 mn...
Maintenant, imaginez que vous ayez besoin d'1A au lieu de 0,4... Vous allez amplifier tous les problèmes !
Même pièce à anodiser, mais une tension de 22V :

Premier constat sur les courbes, le courant est resté très stable entre 0,4 et 0,41 du début du process à la fin. La tension elle, a évolué entre 13,5V et 14,5V. Cela veut dire que la couche a été construite d'une manière régulière et stable.
En conclusion, vous voulez que ça marche ? Utilisez une alimentation DC 22V minimum avec courant réglable ! Les gens qui vous diront le contraire n’ont jamais utilisé un appareil pour mesurer la couche anodique de leur pièce...
Au prochain tuto, on va préparer les pièces. Ne vous faite pas mal à la tête si il y a des notions qui vous échappent, on verra ça par la suite ;-)
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Bueller Sam 20 Jan 2018 - 18:25
Je ne te connais pas mais je t'aime déjà !!!

Continue !!!

Bueller- captain

- Nombre de messages : 524
Age : 47
Localisation : Moselle
Date d'inscription : 31/01/2013
Re: A propos de l'anodisation de l'aluminium
par Maousse Sam 20 Jan 2018 - 18:56
Vivement la suite.
Maousse- hors classe
- Nombre de messages : 4101
Age : 58
Localisation : Ile de France
Emploi : Intermittent du spectacle
Loisirs : tricot et dentelle
Date d'inscription : 23/09/2016
Re: A propos de l'anodisation de l'aluminium
par korrigan73 Sam 20 Jan 2018 - 20:09

korrigan73- hors classe
- Nombre de messages : 11207
Age : 40
Localisation : marseille
Date d'inscription : 31/07/2010 -

Re: A propos de l'anodisation de l'aluminium
par Arthur67 Sam 20 Jan 2018 - 20:18
Même si sur mes armes, j'ai beau chercher, mais je ne vois rien en alu.
Le traitement de surface est un domaine complexe et très étendu.
Allant des passivations inox QQ-P-35, aux Iridite 14-2 ( passivation chromique de l'aluminium )
Sans oublier le traitement colinal ESA ( oxydation anodique noire de l'alu ) et alodine, passivation chromique de l'alu.
Et sans oublier les traitements de peintures structurées, un vrai bonheur ...
J'en ai bavé avec toutes ces techniques, et naturellement, rien en France ( du moins rien trouvé assez précis ) donc direction la Suisse*, et finalement, vu ce que je faisais, je ne pouvais y échapper ... à la Suisse !!
Écrasée par les normes anti pollutions et le lobby bobo pourfendeur des non biens pensants, le taulier a tout abandonné.
Pfuiiittttttt ... tout le monde à la rue, et fini.
*Je suis plus proche de la Suisse ( moins de 2 heures du canton de Vaud ) que de Paris, ou pire que du Sud de la France.

Arthur67- lieutenant-general

- Nombre de messages : 1912
Age : 104
Localisation : Ici et là ...
Date d'inscription : 07/06/2016
Re: A propos de l'anodisation de l'aluminium
par marcolelectro Sam 20 Jan 2018 - 20:25
Merci beaucoup pour ces informations.
marcolelectro- first sergeant
- Nombre de messages : 188
Age : 66
Localisation : FRANCE
Date d'inscription : 21/03/2012
Re: A propos de l'anodisation de l'aluminium
par suricate Dim 21 Jan 2018 - 3:47
Sur Internet le pire côtoie le meilleur et le rapport signal/bruit est faible. Ce n'est pas le cas dans ton intervention.
Je suis impatient de voir la suite.
Merci.
suricate- sergeant
- Nombre de messages : 121
Age : 54
Localisation : En France
Date d'inscription : 27/12/2015
Re: A propos de l'anodisation de l'aluminium
par Fiumorbacciu Dim 21 Jan 2018 - 8:16

Fiumorbacciu- sergeant
- Nombre de messages : 135
Age : 67
Localisation : Corsica - Continent
Emploi : Tutt' a Santa simana é anc'a dumenica
Loisirs : Chasse; Tir; coutelier amateur.
Date d'inscription : 30/09/2013
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Dim 21 Jan 2018 - 9:51
@Bueller : Merci contente de pouvoir t'aider... C'est bien la première fois qu'on me fait une telle déclaration grâce à de l'acide sulfurique !!! ;-)
@Arthur67 : Je te comprends, pour ma part mon premier job dans le traitement de surface consistait à passiver des soudures inox dans des cuves de vinification... Des heures dans la cuve avec masque, combi étanche et projecteur,... ça calme vite !
Avant le prochain post, je vais vous donner le truc pour toujours réussir 95% de vos anodisations et pour les 5% qui restent, savoir identifier et corriger.
Conservez vos bains :
Déjà, car ça coûte de l'argent ! Ensuite, car ça pollue (pas beaucoup, mais bon... une goutte + une goutte +...) !
Enfin, car il y a une notion très importante en anodisation : Travailler avec des bains stables que vous gardez permet d'avoir un process que vous connaîtrez et reconnaîtrez ! Si si, vous verrez, au bout de quelques tests, vous saurez que votre pièce est propre simplement en regardant sa couleur et son brillant ou que vous êtes à la bonne température au °C prêt, car c'est exactement à cet instant que les petites bulles de surface disparaissent... C'est valable pour toute la ligne d'anodisation, je vous donnerai à chaque fois des exemples de repères.
Il y a beaucoup de variables dans une ligne d'anodisation « amateur », plus vous en éliminerez, plus vous maîtriserez votre process et plus vous aurez des résultats performants. Si vous modifiez tout le temps vos bains et que vous avez un bug, vous ne saurez pas d’où il vient. Il vaut mieux constater au fil du temps une légère perte d'efficacité et la corriger que de se retrouver à chaque fois avec de nouveaux paramètres.
Tous les bains sans exception se conservent très bien pendant des mois ! Pourquoi donc les jeter ? C'est comme si vous faisiez le plein de votre voiture, que vous rouliez 100 km et que vous jetiez le reste du réservoir !
Mieux, certains bains sont plus efficaces quand ils ont un peu « tourné »... C 'est le cas du bain d'anodisation qui aura moins de résistivité quand il y aura un peu d'aluminium dissout dedans.
Comprenez ce qu'il se passe :
J'ai vu des quantités d'amateurs se plaindrent sur les forums que « ça marche pas ». L’exemple typique, c'est la coloration. S'il existe des colorants exprès, c'est pas pour rien ! C'est un peu comme si un passionné de voiture venait râler sur un forum de carrosserie car il a repeint sa voiture à la peinture à l'eau et qu'à la première pluie, la peinture fout le camp... C'est joli la peinture à l'eau, mais ce n'est pas fait pour peindre une carrosserie...
On peut tout à fait colorer à la teinture à vêtements, à l'éosine ou à l'encre, mais ce que l'on ne peut pas faire, c'est venir râler si ça ne marche pas ou si 1 mois après la couleur part en vrille car les pigments ne supportent pas les UV.
On ne peut pas non plus se plaindre qu'un té de fourche de moto soit ruiné par un porte clef en 2 semaines, si on utilise un chargeur de batterie et une mine de crayon avec au final une couche de 3µ.
Maintenant, on va préparer une pièce pour l'anodiser correctement.
Déjà, il faut savoir que le coût de préparation pour une anodisation varie suivant l'alliage. Un cycle complet de préparation c'est :
- Lavage acide ou alcalin,
- Décapage/satinage,
- Neutralisation/blanchiment/désoxydation.
Suivant l'alliage, vous pouvez sauter l'étape de blanchiment/désoxydation.
L'étape de décapage/satinage est optionnel si vous connaissez votre alliage,indispensable dans le cas contraire.
Vous pouvez réaliser ces étapes avec des produits ménagers ou des produits dédiés. La différence ? Avec des produits ménagers le résultat sera moins bon qu'avec des produits dédiés !
Nous allons commencé par une anodisation avec un alliage connu qui ne nécessite pas de produits dédiés.
Allez dans une enseigne de bricolage (dans ce cas, Leroy Merlin pour ne pas la citer, mais peu importe...) et achetez une longueur de plat d'aluminium brut comme celle-la : (je mettrai le lien plus tard désolée...)
(Profitez-en pour acheter 1 litre d'acide de batterie (acide sulfurique à 37% / 32bé), un litre de lessive de soude et 5 litres d'eau déminéralisée. Normalement, moins de 10€ le tout).
Pourquoi ce plat aluminum précis ? C'est simple : ces profils sont en 6060 ou 6061. Ils sont faciles à anodiser et à colorer et il n'est pas indispensable de les désoxyder. Avec un alliage type 2017 (AU4G pour les anciens) ce ne serait pas le cas, mais il faut commencer par le plus simple pour comprendre. Dites vous qu'il est toujours mieux de désoxyder/blanchir, mais bon, dans notre cas ça ne posera de problème...
Bon, à partir de là, gants, lunettes et vêtements qui ne craignent rien. Cependant, pas de parano : même si les noms que vous allez lire sont impressionnant (sulfurique, acide, soude,...) Vous avez tous manipulé aussi dangereux (voir plus) sans le savoir !
Certes l'acide de batterie est de l'acide sulfurique, mais dilué. Il ne faut pas le boire, ni s'en mettre dans les yeux et ça va piquer un peu sur une coupure, mais votre peau ne va pas fondre !
Certains penseront que je suis un peu légère sur les conseils de sécurité... Ce n'est pas le cas, simplement, le pire est l’ennemi du bien : J'ai vu une fois quelqu'un de paranoïaque utiliser plusieurs couches de gants très épais pour manipuler un bain d'acide de batterie. Résultat, le sceau lui a glissé des mains et il en avait plein les jambes et les pieds ! Voilà ce que c'est de regarder Alien avant d'anodiser ;-)
Soyez raisonnable et dimensionnez correctement les protections : une paire de lunettes qui couvrent bien les yeux, des gants de vaisselle et des vêtements qui ne craignent rien seront largement suffisants ! Ayez à portée de main un évier et du savon de Marseille. Si vous faites gicler un peu d'acide, lavez vous sans précipitation avec de l'eau et du savon. Si c'est de la lessive de soude, rincez abondamment à l'eau.
Encore une fois, il est aussi ridicule et dangereux de travailler en tong et en tee-shirt, qu'avec 5 pulls et 3 paires de gants !
1/ Le lavage :
« Ce qu'il faut faire ! »
Coupez un morceau de 50 mm dans la barre d'alu et ébavurez le. Respectez la dimension, comme ça, on aura les mêmes paramètres de courant. Si vous êtes perfectionniste, polissez une des deux faces : vous verrez ainsi la différence entre une pièce anodisée polie et une pièce anodisée brute...

1ère combine : Pour tenir vos pièces, voilà une bonne solution ! Une tige en inox ainsi formée (photo ci-dessous). La forme est simple, la tenue solide et ça s'adapte à toutes les pièces avec un minimum de contact ! Énorme avantage, il est très simple d'accrocher et décrocher la pièce :


Le lavage sera un bain alcalin, car des produits ménagers permettent de le faire. Il risque d’apparaître des auréoles, c'est pour cela que des produits dédiés existent ! Mais bon, ce ne sera pas catastrophique. Montez le bain avec du produit vaisselle, environ ½ verre pour un litre d'eau. Faites chauffer à 50 ° et laisser tremper la pièce 10 minutes en l'ayant accroché avec la baguette en inox. Remuez régulièrement !
Rincez abondamment à l'eau du robinet.
« Pourquoi ? »
Le premier bain de lavage n'a qu'un seul but : dégraisser la pièce. Très souvent, vous entendrez parler de soude ! C'est une hérésie ! La soude ne nettoie pas l'aluminium ! Enfin, si mais au prix d'un fort décapage qui va matifier la pièce. C'est un peu comme de dire qu'une lime nettoie l'acier ! Oui, certes, mais bon...
Ce bain ne doit pas attaquer l'aluminium ! Vous avez passé des heures à polir votre pièce, ou dépensé un œil chez un pro pour un poli-miroir, c'est juste idiot de la satiner ! Dans un bon process de préparation, vous devez pouvoir passer l'étape du décapage si l'alliage, votre objectif et vos produits le permettent !
Nous aurions pu travailler avec un solvant, mais comparé à un agent lavant alcalin, surtout si c'est une formulation dédiée à l'anodisation et donc aux alliages d'aluminium, le solvant n'est pas gagnant :
Le solvant sera soit très volatile et revient vite très cher, soit il va laisser des films de graisse et d'huile qui seront entraînés dans le bain de soude. Il ne sera pas très efficace sur les charges lourdes comme les pâtes à roder ou sur des formes complexes, car il n'est pas concevable de l'utiliser en bain : Vous vous retrouveriez vite avec un bain « huileux ». Enfin, sur des alus brossés ou polis, il ne sera pas plus performant, bien au contraire !
Nous aurions aussi pu travailler avec un bain d'acide, mais il aurait alors fallut bien rincer pour ne pas entraîner de d'acide dans le bain suivant (le bain de soude).
Franchement, de mon expérience, le lavage alcalin est le meilleur compromis technique/efficacité/budget.
Mais reprenons... Votre pièce est lavée, il faut la rincer !
Le rinçage est un des aspects les plus critiques de l'anodisation ! Un mauvais rinçage va faire passer des bases dans les acides, donc polluer vos bains ! De plus, en laissant des zones mal rincées, les produits n'auront pas une uniformité d'action et vous aurez des auréoles. La première question que pose un pro à un vendeur de produits chimiques est la suivante : « ça se rince bien ? ». Un bain alcalin performant doit se rincer très facilement, ce qui n'est pas le cas de tous les produits !
2/ Le décapage :
« Ce qu'il faut faire ! »
Nous allons décaper la pièce. Prenez la lessive de soude. Attention, cette bête bouteille est la plus dangereuse de tout le process (plus que l'acide!). Montez un bain avec un volume de lessive de soude pour 6 volumes d'eau du robinet. Prenez au passage une bonne habitude : Toujours d'abord l'eau, puis seulement après le produit actif, quel qu'il soit !
Faites ça dehors : ça va pas s’enflammer ou exploser, mais l'alu est fortement attaqué par la soude et ça dégage des vapeurs irritantes.
Laisser tremper votre pièce 3 minutes, sortez et rincez une fois à l'eau du robinet et 2 fois à l'eau déminéralisée. A partir de là, ne touchez jamais la pièce avec vos doigts, prenez des gants !

2 conseils idiots que vous trouverez parfois dans les tutoriels : Couvrir le bain et/ou le chauffer....
Ne couvrez jamais ce bain !!! La seule chose que vous ferez, c'est une poche de gaz concentrée qui sera heureuse de vous irriter les bronches ! Travaillez simplement dehors ou sous une fenêtre. Ne chauffez pas ce bain ! Il sera largement assez efficace entre 5 et 20° !
Rincez abondamment à l'eau du robinet, puis dans de l'eau déminéralisée.
« Pourquoi ? »
Ce bain de soude va avoir plusieurs intérêts et un inconvénient majeur :
En inconvénient majeur, il va « casser » le brillant du polissage. En industrie, le bain de soude est surtout utilisé pour satiner les pièces. C'est un choix d'état de surface. L'anodisation brillante est jolie sur des poignées de freins de moto, mais sur des menuiseries aluminium, c'est un peu Sarkosiste (oups, désolée...) « Bling bling ». ;-)
En avantage, il va oxyder en surface les impuretés de l'aluminium :
Sur un alliage série 1000, relativement peu allié ou le 6000 de ce tutoriel, il n'y aura quasiment aucun effet (hormis le satinage évidemment). Sur un alliage de la série 2000 en revanche, la pièce va noircir en quelques secondes ! C'est le cuivre qui s'oxyde et c'est une très bonne chose !
Par exemple, le 2017 (AU4G pour les anciens) est extrêmement répandu, car les mécaniciens l'adore : il s'usine très bien, il a de bonnes caractéristiques mécaniques, mais le cuivre qui rentre dans sa composition pose problème en anodisation. Pour l'anodiser, il faudra certains produits et certains paramètres. Donc, si votre pièce noircit dans le bain de soude, c'est que vous êtes en présence de ce type d'alliage !
Nous n'allons pas passer en revue dans ce tuto tous les indices de détection, sachez simplement que c'est un stade pour déterminer en partie un alliage inconnu.
Le bain de soude va aussi avoir un effet d'uniformisation de la pièce, un peu comme un polissage chimique : les crêtes des rayures seront atténuées.
Si vous avez des taraudages, il vaut mieux les protéger : une vis en nylon avec du téflon sera très efficace ! Ce sera aussi un très bon moyen de manipuler votre pièce sans la toucher et vous pourrez anodiser sans problème avec la vis en place (mais le filetage ne sera pas anodisé...)
Enfin, le plus important : Si dans la minute vous ne voyez pas une réaction très nette, c'est à dire un dégagement important de fines bulles sur la pièce, c'est que votre pièce n'est pas en aluminium (ne rigolez pas, c'est arrivé aux meilleurs...) ou que votre pièce est anodisée ! Dans ce dernier cas, vous n'avez pas le choix : laissez tremper pour entièrement décaper la couche anodique, sinon vous aurez de gros problèmes par la suite ! Si vous aviez poli votre pièce, du coup elle sera satinée... Soit vous laissez ainsi, soit vous polissez et vous recommencez à l'opération lavage.
Pour le rinçage, sachez que la soude se rince très mal ! Donc, ne soyez pas radin et insistez sur les zones difficiles d’accès et les taraudages !
3/ Dernière étape de préparation : Blanchiment, neutralisation et désoxydation.
« Ce qu'il faut faire ! »
Nous allons juste faire la neutralisation, car pour désoxyder et blanchir il faut des produits spécifiques. Mais cela ne posera pas de problème avec l'alliage de ce tuto.
Achetez un litre d'acide de batterie, remplissez un récipient propre en plastique ou en verre pour que votre pièce soit immergée et laissez la tremper dedans pendant une dizaine de minute à température ambiante. Sortez la, puis laissez la tremper 5 minutes dans de l'eau distillée.
Voilà, votre pièce est prête à être anodisée !
« Pourquoi ? »
Il aurait fallut disposer soit d'acide nitrique, soit d'une formulation spécifique d'anodisation pour désoxyder, blanchir et neutraliser. Comme nous n'avons ni l'un, ni l'autre, je vous ai fait faire ce tuto avec un alliage qui n'en a pas besoin.
Mais si vous attaquez vos propre pièces, dont l'alliage est soit inconnu, soit autre chose que des séries 1000 ou 6000, c'est indispensable !
Je déconseille fortement l'acide nitrique : C'est dangereux et interdit à la vente aux particuliers ! Franchement, même si vous avez une combine pour en trouver, laissez tomber ! Il y a dans le commerce des produits dédiés, certes plus chers, mais aussi beaucoup moins dangereux et aussi efficaces (voir plus). Spécialement fait pour anodiser, ce sont des formulations avec des additifs tenant compte des éléments d'alliage des aluminium.
Là, avec notre alliage 6060, la neutralisation à l'acide de batterie suffira.
Rappelez vous des bains précédents : le lavage alcalin et le bain de soude. D'éventuels résidus de ces deux bains seront efficacement neutralisés par l'acide de batterie.
Après cette neutralisation et le rinçage à l'eau déminéralisée, votre pièce est prête pour l'anodisation.
Juste un dernier conseil : gardez à portée de main votre bain de neutralisation : Nous verrons la prochaine fois comment accrocher la pièce pour l'anodiser. Pour cela, vous serez obligé de la toucher. Même avec des gants, il arrive que des traces apparaissent, peut être simplement car vous avez pollué vos gants... Après accrochage, vous ferez donc une trempette dans le bain neutralisant puis dans l'eau déminéralisée.
Personnellement, je vais même plus loin : Je fais toujours mon accrochage avant le décapage : comme ça, je ne touche plus jamais la pièce. Si je ne vous en parle que maintenant, c'est que j'ai des bains de 20 à 60 litres, donc, c'est assez simple. Là, vous travaillerez simplement avec une casserole pour le lavage et des verres pour le décapage et la neutralisation, donc ce serait instable.
Voilà, nous avons fait le tour du processus minimum. Voici un petit résumé en image :

Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Dim 21 Jan 2018 - 9:57
Fiumorbacciu a écrit:Tu es un véritable puits de science....Ti rigraziu...@prestu
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Dim 21 Jan 2018 - 10:02
Bonjour Bernie, désolée, mais mes droits ne me permettent pas encore de répondre aux mp... Je le ferai avec grand plaisir dès que possible !
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par anton chigurh Dim 21 Jan 2018 - 10:49

anton chigurh- sergeant
- Nombre de messages : 117
Age : 57
Localisation : derrière toi ..
Date d'inscription : 27/08/2016
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Dim 21 Jan 2018 - 11:02
anton chigurh a écrit:Bonjour as tu fait des essais avec du 7075 ou autre, à forte teneur en cuivre ?
Bonjour, Anton,
Oui, mais à l'époque où j'étais salariée... A partir d'une certaine teneur de cuivre, ça devient très compliqué... Pour le 7075, de mémoire (je vais vérifier...) il est moins cuivré et ferreux que le 2017 si je ne m'abuse ? Tu as une problématique ?
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par anton chigurh Dim 21 Jan 2018 - 11:25
je vais suivre le t'on tuto avec grand intérêt car j'ai pour projet de ré- anodiser la bande haute de mon fusil de trap qui a subit les assauts du temps !
anton chigurh- sergeant
- Nombre de messages : 117
Age : 57
Localisation : derrière toi ..
Date d'inscription : 27/08/2016
Re: A propos de l'anodisation de l'aluminium
par Sylvie.A Dim 21 Jan 2018 - 11:40
anton chigurh a écrit:Ben..... à l'époque je voulais faire anodiser du 7075 pour un projet et je n'avais pas trouvé de solution..j'ai la possibilité de trouver beaucoup de matière issu de "l'aéro " donc je travaille beaucoup avec ça vu que c'est des chutes de découpe jet d'eau et que ça ne me coûte rien et c'est beaucoup plus facile à travailler que des nuances plus faibles mais merdiques dés que tu as des taraudages du type M2 à faire ..... ( mais bien évidement plus facile à anodiser..)
je vais suivre le t'on tuto avec grand intérêt car j'ai pour projet de ré- anodiser la bande haute de mon fusil de trap qui a subit les assauts du temps !
Après vérification, en effet, la teneur en fer et en cuivre est plus basse sur le 7075 que sur le 2017A. Il y a un peu de manganèse et de chrome. A mon avis, tu ne pourras colorer qu'en noir ou naturel... c'est à tester. En revanche, si tu peux m'en avoir un petit morceau (si tu es parfaitement sur de l'alliage...), je veux bien étudier le process ça me rendra service ainsi qu'à la communauté ;-) Tu es en Corse ?
Sylvie.A- private first class
- Nombre de messages : 30
Age : 50
Localisation : Corse
Date d'inscription : 17/01/2018
Re: A propos de l'anodisation de l'aluminium
par extincteur Dim 21 Jan 2018 - 11:41

extincteur- general
- Nombre de messages : 2309
Age : 32
Localisation : France
Date d'inscription : 14/01/2011
Re: A propos de l'anodisation de l'aluminium
par PIERRE MAURICE Dim 21 Jan 2018 - 12:54
Merci pour cet article intéréssant ,avec des explications physico-chimiques à ma portée.
J'attends la suite avec impatience.
Pierre
PIERRE MAURICE- private
- Nombre de messages : 19
Age : 63
Localisation : NICE
Emploi : Ostéopathe
Loisirs : Tir,collection,musique,hi-fi,histoire française et américaine
Date d'inscription : 24/01/2011
Re: A propos de l'anodisation de l'aluminium
par schwarzy Dim 21 Jan 2018 - 18:44

merci pour ton partage de connaissances
schwarzy- sergeant
- Nombre de messages : 102
Age : 54
Localisation : Aix en provence
Emploi : artisan
Loisirs : musique, guitares
Date d'inscription : 01/03/2015
Re: A propos de l'anodisation de l'aluminium
par h trois Dim 21 Jan 2018 - 19:16

h trois- hors classe
- Nombre de messages : 3298
Age : 104
Localisation : La campagne
Date d'inscription : 02/11/2015
Re: A propos de l'anodisation de l'aluminium
par anton chigurh Dim 21 Jan 2018 - 19:20
Sylvie.A a écrit:anton chigurh a écrit:Ben..... à l'époque je voulais faire anodiser du 7075 pour un projet et je n'avais pas trouvé de solution..j'ai la possibilité de trouver beaucoup de matière issu de "l'aéro " donc je travaille beaucoup avec ça vu que c'est des chutes de découpe jet d'eau et que ça ne me coûte rien et c'est beaucoup plus facile à travailler que des nuances plus faibles mais merdiques dés que tu as des taraudages du type M2 à faire ..... ( mais bien évidement plus facile à anodiser..)
je vais suivre le t'on tuto avec grand intérêt car j'ai pour projet de ré- anodiser la bande haute de mon fusil de trap qui a subit les assauts du temps !
Après vérification, en effet, la teneur en fer et en cuivre est plus basse sur le 7075 que sur le 2017A. Il y a un peu de manganèse et de chrome. A mon avis, tu ne pourras colorer qu'en noir ou naturel... c'est à tester. En revanche, si tu peux m'en avoir un petit morceau (si tu es parfaitement sur de l'alliage...), je veux bien étudier le process ça me rendra service ainsi qu'à la communauté ;-) Tu es en Corse ?
Pas en corse , sud de France.....
anton chigurh- sergeant
- Nombre de messages : 117
Age : 57
Localisation : derrière toi ..
Date d'inscription : 27/08/2016
Page 1 sur 2 • 1, 2
» A propos des 80 Km/H
» à propos des crosses d'AK...
» a propos des silencieux ase S series SL4 & SL6 SMG
» Questions à propos de l'AK Zastava M70